





Avancement et principales caractéristiques de la technologie de moulage FFX
(1) La machine de formage FFX permet de produire des tubes soudés avec une nuance d'acier supérieure et des parois plus fines ou plus épaisses. Grâce à la déformation du FFXmachine de fabrication de tuyaux erwLa technologie de formage est principalement basée sur des rouleaux horizontaux, et les rouleaux verticaux dans l'étape de formage post-ébauche n'ont pas besoin d'utiliser de rouleaux intérieurs pour contrôler la déformation, la structure de l'équipement a les caractéristiques de douceur et de rigidité, et il est facile d'obtenir une résistance élevée et une rigidité élevée et peut stabiliser Produire des tubes soudés de haute qualité au-dessus de 219 mm, D/t=10 ~ 100 et une nuance d'acier jusqu'à P110.


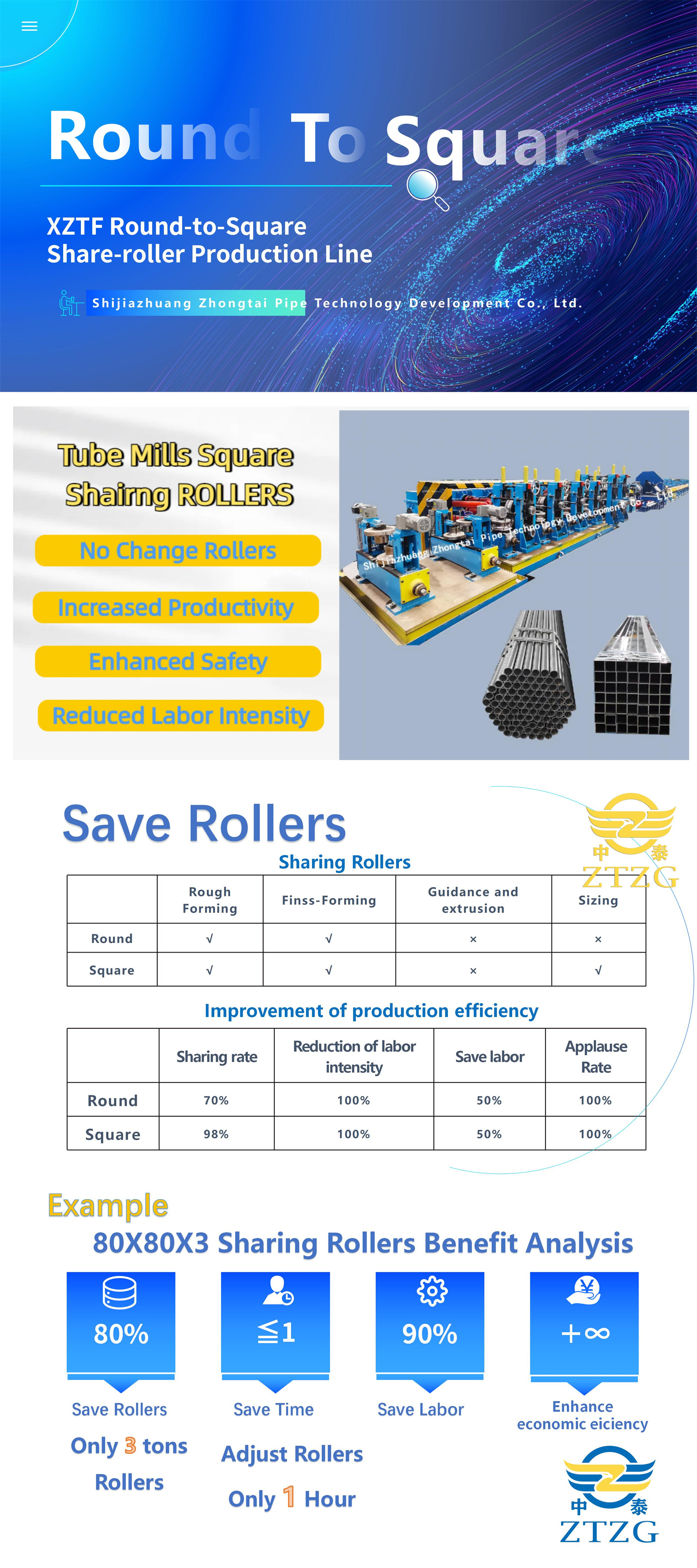
(2) Rouleaux horizontaux et rouleaux verticaux de la section de formage FFX dans unmachine de fabrication de tubessont entièrement partagés. Dans la technologie de formage FFX, la forme du rouleau à développante et la méthode de cintrage rouleau à rouleau sont combinées de manière organique, permettant ainsi le partage complet des rouleaux horizontaux et verticaux. Par exemple, la section de formage de tubes par rouleau ZTF de troisième génération d'unebroyeur à tubesDéveloppé par ZTZG, il suffit de partager un jeu de rouleaux pour le formage grossier. Cela réduit le coût des rouleaux et simplifie leur utilisation et leur gestion.
(3) La répartition des déformations est raisonnable et le processus de moulage est stable. Lors de l'étape d'ébauche d'une pièce,broyeur à tubesLa méthode de grande déformation utilise principalement des rouleaux horizontaux, de sorte que la courbure latérale du tube ouvert est proche de celle du tube soudé fini, et que la déformation du formage fin est faible. Cette répartition raisonnable de la déformation assure la stabilité du formage et pallie les inconvénients du profilage en rangée. Le danger caché des défauts des tubes soudés est dû à la répartition excessive de la déformation dans les tubes anciens.laminoirs à tubes.
(4) La méthode de formage par pliage continu, utilisée dans unbroyeur à tubes, est adoptée pour créer les meilleures conditions pour le soudage haute fréquence. La technologie de formage FFX, telle que mise en œuvre dans unmachine de fabrication de tubes, adopte la méthode de formage par pliage continu et exploite pleinement les caractéristiques de formage respectives des rouleaux horizontaux et verticaux. Cela garantit l'absence de zone morte de déformation dans la section de la bande et, plus important encore, compense efficacement la déformation causée par les variations d'épaisseur et de résistance de la bande. La minimisation de la récupération élastique améliore la précision et la stabilité du moulage.broyeur à tubes. Après formage grossier dans lebroyeur à tubesLe bord de la bande d'acier est entièrement déformé plastiquement, et la courbure du bord du tube ouvert est très proche de celle du tube fini. La déformation lors du formage fin est minimale, ce qui permet de conserver la forme du tube ouvert après formage grossier, créant ainsi des conditions optimales pour le soudage haute fréquence.broyeur à tubes.
(5) Améliore la qualité du tube soudé produit par unbroyeur à tubes. Par rapport à la technologie de formage de rouleaux traditionnelle, la technologie de formage FFX, mise en œuvre dans unmachine de fabrication de tubes, améliore également la qualité du tube soudé dans les deux aspects suivants : Tout d'abord, après le formage grossier à l'intérieur du broyeur à tubes, la courbure du bord du tube ouvert étant très proche du corps du tube fini, le désalignement des rouleaux d'extrusion pendant la phase de finition est minimisé, même pour les tubes soudés à haute résistance et à parois épaisses. Après formage fin dans lebroyeur à tubesLes deux côtés du bord de la bande forment des joints bout à bout essentiellement parallèles (et non en V positif ou inversé). Des bavures uniformes se forment sur les surfaces intérieures et extérieures du tube soudé, favorisant ainsi leur raclage. Parallèlement, un angle de soudage en V plus important peut être utilisé devant la machine de soudage haute fréquence, ce qui évite efficacement les défauts de soudure tels que les points gris. De plus, grâce à la méthode de formage continu des brides utilisée dans le procédébroyeur à tubesGrâce à la conception unique du passage de laminage, chaque partie de la bande d'acier ne subit qu'une seule déformation au maximum lors de l'étape d'ébauche. La transition de déformation est bien connectée, évitant ainsi toute déformation répétée d'une zone donnée et minimisant ainsi l'amincissement local dû à la pression du laminage. Par conséquent, la déformation est uniforme, les contraintes internes sont faibles et la qualité interne globale du tube soudé produit par le procédé est optimale.broyeur à tubesest amélioré.
Pour résumer, notre technologie de formage de tubes ZTF-IV ERW, mise en œuvre dans unbroyeur à tubes, combine de nombreux avantages des méthodes traditionnelles de profilage et de profilage à fleur, démontrant une avancée significative. ZTZG a produit plusieurs lignes de production de tubes soudés ZTF pour diverses entreprises. Parmi elles, Tangshan Wenfeng Qiyuan Steel a conçu et produit la ligne de formage automatique FFX de quatrième génération au sein de son usine.broyeur à tubes, intégrant le contrôle par ordinateur, ce qui signifie que les concepts innovants de ZTZG entrent dans une nouvelle ère. Notre technologie de formage flexible ZTF(FFX), utilisée dansmachines de fabrication de tubes, continuera à s'améliorer et à évoluer grâce à une utilisation continue au sein dubroyeur à tubesenvironnement.
Date de publication : 4 février 2023




